



DH-5860 BGA Rework Station
1.Model: DH-58602.Berøringsskærmkontrol: Ja3.3 uafhængige varmezoner: Ja4.Micro Air Flow Adjust: Til tophoved
Beskrivelse
DH-5860 BGA Rework Station
1.Anvendelse af DH-5860 BGA Rework Station
Bundkort til computer, smartphone, bærbar computer, MacBook logikkort, digitalkamera, klimaanlæg, tv og
andet elektronisk udstyr fra medicinsk industri, kommunikationsindustri, bilindustri mv.
Velegnet til forskellige slags chips: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
LED chip.
2. Produktegenskaber af DH-5860 BGA Rework Station

• Høj succesrate for reparation af chips.
(1) Præcis temperaturkontrol.
(2) Målchip kan loddes eller afloddes, mens ingen andre komponenter på PCB er beskadiget. Ingen falsk svejsning
eller falsk svejsning.
(3) Tre uafhængige opvarmningsområder øger temperaturen gradvist.
(4) Ingen skade på chip og PCB.
• Enkel betjening
Humaniseret design gør maskinen nem at betjene. Normalt kan en arbejder lære at bruge det på 10 minutter. Ingen
Der er brug for særlige faglige erfaringer eller kompetencer, hvilket er tids- og energibesparende for din virksomhed..
3.Specifikation af DH-5860 BGA Rework Station

4.Detaljer om DH-5860 BGA Rework Station


5.Hvorfor vælge vores DH-5860 BGA Rework Station?


6. Certifikat for DH-5860 BGA Rework Station

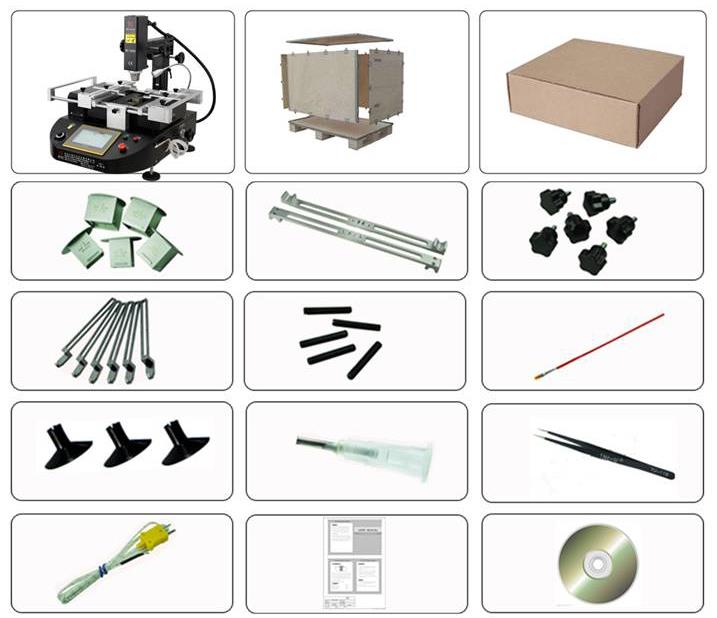
7. Pakning og forsendelse af DH-5860 BGA Rework Station
8.Relateret viden om DH-5860 BGA Rework Station
Forvarmning - forudsætningen for vellykket omarbejde
Det er rigtigt, at langvarig behandling af PCB'er ved høje temperaturer (315-426 grader C) udgør mange potentielle problemer. Termiske skader, som f.eks
pude- og blyvridning, delaminering af underlaget, hvide pletter eller blærer, misfarvning. Plade vridning og brænding forårsager normalt inspektøren
at være opmærksom. Men netop fordi det ikke "brænder pladen ud", betyder det ikke, at "brættet ikke er beskadiget." Det "usynlige"
skader på printet fra høje temperaturer er endnu mere alvorlige end de problemer, der er anført ovenfor. I årtier har adskillige forsøg gentagne gange
demonstreret, at PCB'er og deres komponenter kan "bestå" efter omarbejdning og test, med en højere henfaldshastighed end normale PCB-kort. Det
"usynlige" problem med en sådan intern vridning af substratet og dæmpning af dets kredsløbskomponenter kommer fra de forskellige ekspansionskoefficienter
af forskellige materialer. Disse problemer er naturligvis ikke selveksponerede, selv uopdagede i begyndelsen af kredsløbstesten, men lurer stadig i PCB'en
montage.
Selvom det ser godt ud efter "reparation", er det som et almindeligt ordsprog: "Operationen er vellykket, men patienten er desværre døende." Årsagen til det enorme
termisk stress er, at når PCB-samlingen ved normal temperatur (21 grader) pludselig kommer i kontakt med loddekolben med en varmekilde på omkring 370 grader C,
loddeværktøj eller varmluftshovedet til lokal opvarmning, temperaturforskellen på printkortet og dets komponenter er omkring 349 grader C. Skift, producere
fænomenet "popcorn".
Fænomenet "popcorn" refererer til det fænomen, at fugt, der findes i et integreret kredsløb eller SMD inde i enheden, hurtigt opvarmes under
reparationsproces, hvilket får fugten til at svulme og mikro-sprænge eller revne. Derfor kræver halvlederindustrien og kredsløbskortfremstillingsindustrien
produktionspersonale for at minimere opvarmningstiden og hurtigt stige til reflowtemperaturen før reflow. Faktisk er PCB komponent reflow proces allerede
omfatter en forvarmningsfase før reflow. Uanset om PCB-samleanlægget anvender bølgelodning, infrarød dampfase eller konvektions-reflow-lodning,
hver metode er generelt forvarmet eller varmebehandlet, og temperaturen er generelt 140-160 grader . Mange problemer i omarbejdning kan løses med en simpel kortsigtet
forvarmning af PCB før reflow lodning. Dette har været en succes i reflow-processen i flere år. Derfor er fordelene ved at forvarme PCB-samlingen før
at reflow er mangfoldige.
Da forvarmningen af pladen reducerer reflow-temperaturen, kan bølgelodning, IR/dampfasesvejsning og konvektions-reflow-lodning alle udføres kl.
omkring 260 grader.
Fordelene ved forvarmning er mangefacetterede og omfattende
For det første hjælper forvarmning eller "isolerings"-komponenter før initiering af reflow til at aktivere fluxen, fjernelse af oxider og overfladefilm fra overfladen af det metal, der skal
svejset, samt flygtige stoffer fra selve fluxen. En sådan rensning af den aktiverede flux lige før genstrømning forstærker følgelig befugtningseffekten. Forvarmning opvarmer
hele samlingen til en temperatur under smeltepunktet for loddet og reflow. Dette reducerer i høj grad risikoen for termisk stød til underlaget og dets komponenter.
Ellers vil hurtig opvarmning øge temperaturgradienten i samlingen og skabe et termisk chok. De store temperaturgradienter skabt inden for
samling vil skabe termomekaniske spændinger, der får disse materialer med lav termisk ekspansion til at blive skøre, hvilket forårsager revner og beskadigelse. SMT chip modstande og
kondensatorer er særligt modtagelige for termisk stød.
Hvis hele samlingen er forvarmet, kan tilbageløbstemperaturen desuden reduceres, og tilbageløbstiden kan forkortes. Hvis der ikke er nogen forvarmning, er den eneste måde
for at øge tilbageløbstemperaturen yderligere, eller for at forlænge tilbageløbstiden. Uanset hvilken metode der ikke er egnet, bør den undgås.
Reducerede reparationer gør brædder mere pålidelige
Som reference for loddetemperaturen er loddemetoden anderledes, og loddetemperaturen er anderledes. For eksempel, det meste af bølgelodning
temperaturen er omkring 240-260 grader C, dampfaseloddetemperaturen er omkring 215 grader C, og reflow-loddetemperaturen er omkring 230 grader C. Korrekt sagt,
efterbearbejdningstemperaturen er ikke højere end efterløbstemperaturen. Selvom temperaturen er tæt på, er det aldrig muligt at nå den samme temperatur. Dette er fordi
alle omarbejdningsprocesser kræver kun opvarmning af en lokal komponent, og reflow kræver opvarmning af hele PCB-samlingen, uanset om det er bølgelodning IR eller dampfase
reflow lodning.
En anden faktor, der begrænser reflow-temperaturen ved efterbearbejdning, er kravet fra industristandarden om, at komponenternes temperatur omkring efterbearbejdningspunktet
må aldrig overstige 170 grader. Derfor bør tilbagestrømningstemperaturen under efterbearbejdning være kompatibel med størrelsen af selve PCB-samlingen og størrelsen af komponenten
til at blive reflowet. Da det i det væsentlige er en delvis omarbejdning af printkortet, begrænser omarbejdningsprocessen vedligeholdelsestemperaturen for printkortet. Opvarmningsområdet for den lokaliserede
efterbearbejdning er højere end temperaturen i produktionsprocessen for at udligne varmeabsorptionen af hele pladesamlingen.
I denne forstand er der stadig ikke tilstrækkelig grund til at angive, at efterbearbejdningstemperaturen på hele pladen ikke kan være højere end efterløbstemperaturen i produktionen
proces og dermed nærmer sig den måltemperatur, der anbefales af halvlederproducenten.





